309cnc
Junior Member

Posts: 124 
|
Post by 309cnc on Jan 29, 2018 22:06:33 GMT -5
I just tried to cut 36 little wheels out of a cutting board and the tool path preview looked just like I wanted it to. Well, see for yourself what the result looks like.... The area I highlighted in red obviously didn't o so well.... Anyone have an idea on what/how I need to troubleshoot? Thanks  |
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 29, 2018 22:31:10 GMT -5
more info:
- The center holes are a Pocket Toolpath
- The outer dia of the wheels is a 2D Profile Toolpath
- I merged the two
- The preview is of the merged file
- The also ran the combined tool path
|
|
|
|
Post by gerry on Jan 29, 2018 23:37:27 GMT -5
Feeds & speeds ?
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 0:58:07 GMT -5
Feed: 150 i/m
Speed: max rpm on the little Bosch router
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 0:59:55 GMT -5
Not sure if means anything.... The machine started cutting in the bottom left corner and ended up in the top right (where the problem occured)
|
|
|
|
Post by savannahdan on Jan 30, 2018 7:07:45 GMT -5
Did you watch while it was cutting, if so, what did it do when it got to the bummed area? Also, how did you have the board clamped?
|
|
|
|
Post by Gary Campbell on Jan 30, 2018 7:57:02 GMT -5
Have you tried recutting at half the original feedrate? This will usually show up all speed related issues.
There are a few items that could cause your issues (in no particular order)
Material not securely held down.
Lost steps due to excessive feed or rapid rate (reduce both)
Mechanical bind (if you look closely the cuts shift in 2 directions)
Non grounded dust hose coming in contact with the machine (often during retract)
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 9:15:55 GMT -5
Lots of good suggestions, thank you. Hope to get to it tonight. As suggested, I will certainly try to run it again at a slower rate.
- I did not watch the entire time.
- It was held down with double sided tape. Had to pull pretty hard to get it off. So I am reasonably sure the board did not move during cutting.
- Don't see any mechanical obstructions that would prevent the router from moving freely in that top right area.
- I do have dust hose connected. It is connected to a metal (grounded) ducting. However, the hose itself is probably not conductive so I could look into that.
|
|
|
|
Post by stevem on Jan 30, 2018 10:38:09 GMT -5
150 ipm is to fast for cutting small circles. I would try 1/2 that speed and put a few clamps on the piece. It could have slid to throw off the cut.
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 11:07:03 GMT -5
Thx. Appreciate you guys helping a newbie learn.... I will try again tonight with a slower speed and let you know what happened.
|
|
|
|
Post by garylyb on Jan 30, 2018 12:20:35 GMT -5
Looks like it could be binding. Oil the x,y, and z-axis before you retry it. |
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 12:30:06 GMT -5
I'll do that.....
Should I be able to tell if that is an issue by moving the router around using the handheld controller?
|
|
|
|
Post by garylyb on Jan 30, 2018 12:41:42 GMT -5
I'll do that..... Should I be able to tell if that is an issue by moving the router around using the handheld controller? Well maybe. When it happened to me, the x-axis just froze, but I guess it could be sticky, but not bad enough to freeze. |
|
|
|
Post by damonlayne on Jan 30, 2018 12:55:17 GMT -5
Try a feed rate of 50-70 ipm.
|
|
|
|
Post by traindriver on Jan 30, 2018 20:02:00 GMT -5
I would be willing to bet at least a quarter that when you send it back to the origin, you find that one axis isn't quite at the right place. The coordinates will show zero for X & Y, but it physically won't be located in the right place. I experienced something very similar early on with my router while cutting circular tool paths. Cutting circles is very demanding for the CNC and what was happening in my case is that my feed rate in the tool database was too high, and when the machine tried to cut that fast, the axis "slipped", resulting in something similar to what's in your picture. A call to Axiom set me straight after I spent a weekend creating scrap while trying to figure out what was going on. Each axis has a clutch on it, so if the ball screw can't keep up for some reason (dull cutter, dense material, too heavy a cut because the bit is slipping in the collet) the motor will turn, but the ball screw won't. In conclusion, as suggested above, reduce the feed rate of your tool in the tool database and likely your problem will go away.
|
|
|
|
Post by Gary Campbell on Jan 30, 2018 20:50:05 GMT -5
traindriver...
I read your comment: "Each axis has a clutch on it, so if the ball screw can't keep up for some reason (dull cutter, dense material, too heavy a cut because the bit is slipping in the collet) the motor will turn, but the ball screw won't."
Can you post a picture of this clutch? I have never heard of or seen one. You may be misinterpreting the sound of lost steps as the motor jumps torque detents as the sound of a clutch slipping. Most couplers will allow zero slippage between the motor and ballscrew, and if your description is correct, any clutch would have to be between the motor and ballscrew.
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 21:16:29 GMT -5
And the winner is.....: Feed rate! Reminder: First attempt resulted in:  So I did several runs trying to identify the culprit: Step 1&2: Thinking I could reduce the time to go through a run by reducing the cutting depth did not help troubleshoot. The left board below shows two runs (slight offset intentional). One with 75 ipm and another with the original 150. Both were successful. So that didn't help.... ;-( Step 3: Decided to go back to the original cutting depth of .5in and use insulation board to reduce wear on the cutter. In fact, I ran the very file I ran yesterday and it failed again (right picture). Big time actually....  Step 4 Step 4: Reduced the feed rate to 75 ipm. Left pic below. Success....! :-) Step 5: Trying to find out if it is repeatable, I went back to 150 ipm. Failed again...! 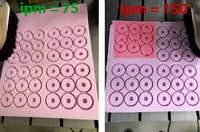 So.... I believe this demonstrates that, as several of you suggested, the feed rate was too high. Interesting, at least to me, is that the three different failed attempts all failed differently....
|
|
|
|
Post by stevem on Jan 30, 2018 22:19:33 GMT -5
Feed rate is very important!
If you were cutting 15" circle, you would possibly get away with a 150 ipm cut. When you are cutting those small circles, the machine loses steps and gets confused.
Glad everything worked out for you.
|
|
309cnc
Junior Member
Posts: 124
|
Post by 309cnc on Jan 30, 2018 22:54:20 GMT -5
Thanks for everyone's input. Appreciated.....!
|
|
|
|
Post by Axiom Tool Group on Jul 26, 2018 7:35:18 GMT -5
I'm not going to lie, I kind of wish everyone would read this thread.
This short conversation, would fix so many new user errors.
|
|
grg
Junior Member
Posts: 140
|
Post by grg on Jul 30, 2018 13:59:35 GMT -5
After a result like that, it might be helpful to move the head back to the index position. If it's off by something looks like the amount the pattern shifted, it's a good bet that one or more of the axis bound up due to loading (feed rate and or cut depth) or a mechanical jam (bridge hitting a hold down clamp, hello.  ) and the motor indexing slipped that amount. |
|
|
|
Post by garylyb on Jul 30, 2018 16:02:29 GMT -5
How deep were your cuts? I think that would take 2 or more pases. I'd second the oil suggestion. Just oil the x,y,x axis and see what happens. I have no trouble cutting 8 1o inch circles out of 1/2 inch maple plywood at 200 ipm. I don't baby it at all. I cut these small shapes out of a 12x12 inch piece of 1/2 mdf in 2 passes at 200 ipm also with no problems.  |
|
|
|
Post by garylyb on Jul 30, 2018 16:54:14 GMT -5
I looked at this again and see that you were cutting foam insulation at 150 ipm.
That puts almost no load on the machine. If you lose steps at 150 ipm with no load, then I think something is wrong. I would suggest tighten the x and y axis nuts and oil everything. That performance does not seem acceptable to me. I cut pretty much everything at 200 ipm and never miss a step. I use a 1/4 inch bit, and no more than 1/4 deep at 200 ipm through mdf, maple, plywood, oak, hickory etc. and never have a problem
|
|
|
|
Post by stevem on Jul 30, 2018 18:50:55 GMT -5
garylyb:
How are you cutting that fast at 1/4" depth and at 200 ipm without breaking bits?
I always thought cutting at 1/2 the diameter of the cutter is the safest way to cut without having problems.
|
|
|
|
Post by garylyb on Jul 30, 2018 20:00:14 GMT -5
It would take a lot of force to break a 1/4 inch bit. Here are the bits from Amana: Amana 1
Amana 2
The ipm comes out to between 18000 X .005 x 2 = 180 to 18000 x .007 x 2 = 252 Between 180 and 252 is the recommended ipm for the 2 flute bit, 1/4 inch bit at 1/4 deep. So 200 is in the middle of the range.   |
|
|
|
Post by Axiom Tool Group on Aug 3, 2018 15:30:28 GMT -5
Gary, the truth is that the preset speed limits in the controller have you moving closer to 150ipm.
These speed limits, which can be changed, are set this way from the factory to prevent the machines from being used too quickly and loosing position due to the lower torque at those higher speeds.
200ipm is never recommended for cutting, generally its used for shuttle speeds only.
The problems with these bit charts shown above is that many of them are designed for machines capable of much higher speeds. With smaller machines, the ship load becomes more important. You'd slow the speed down a bit but you can adjust the RPM to accommodate.
In reality thought there is a range for these loads and if you are only at 150ipm with the 18000RPM, you are probably still within the acceptable range and not seeing any problems.
|
|
|
|
Post by Axiom Tool Group on Aug 3, 2018 15:33:30 GMT -5
traindriver... I read your comment: "Each axis has a clutch on it, so if the ball screw can't keep up for some reason (dull cutter, dense material, too heavy a cut because the bit is slipping in the collet) the motor will turn, but the ball screw won't." Can you post a picture of this clutch? I have never heard of or seen one. You may be misinterpreting the sound of lost steps as the motor jumps torque detents as the sound of a clutch slipping. Most couplers will allow zero slippage between the motor and ballscrew, and if your description is correct, any clutch would have to be between the motor and ballscrew. Gary, I think this is due to verbage....in my experience, the industry often refers to the loss of steps or the sound of the motor when this happens as the clutch. Despite their actually being no mechanical clutch devise in use. I was confused myself so much that I took a motor apart trying to find this invisible part. |
|
|
|
Post by Gary Campbell on Aug 4, 2018 6:32:36 GMT -5
Chad...
You are correct. Terminology for sure. I had previously never heard "the screech of death" referred to a clutch, but it makes sense now.
|
|













 ) and the motor indexing slipped that amount.
) and the motor indexing slipped that amount.

