|
|
Post by plumlost on May 29, 2018 11:38:18 GMT -5
Hi Everyone, I'm new to CNC and not too sharp with computers. One of my early projects will require cutting out a profile of 2" thick oak. Which bit choice (s) would you recommend?
|
|
|
|
Post by ricphoto on May 29, 2018 22:05:31 GMT -5
Lots of choices for that...personally I default to a 1/4" upcut end mill when doing a thicker cut like that...Upcut to help keep the cut clear of chips/dust...I use Amana bits almost exclusively...to me it's like putting a plastic lens on a Pro Camera to use cheap bits on a multi-thousand dollar machine...wrong place to be a penny pincher ;-)
|
|
|
|
Post by gerry on May 29, 2018 22:54:58 GMT -5
2" profile cut with a 1/4" bit has a LOT of deflection. I don't know if you can even get a 2" cutting length spiral bit in 1/4" diameter. I didn't see one in the Amana catalog.
|
|
|
|
Post by ricphoto on May 29, 2018 23:22:37 GMT -5
Obviously not cutting more than 1/4" each pass...depending on the wood/project I might even go less...I'll check the flute length of the bits I use but no they aren't 2"...
|
|
|
|
Post by redwood on May 30, 2018 1:34:56 GMT -5
I don't cut much oak and usually my wood is redwood or Port Orford Cedar that is 1 1/2" thick. I use a 1/4" endmill from Amana without issue. The cutting length is about 1".
|
|
|
|
Post by gerry on May 30, 2018 2:38:44 GMT -5
The problem is: He wants to do a full profile cut through 2" of oak. Cedar and redwood is a lot easier to cut than oak. The few times I've tried to cut through 1-1/2" birch or oak it has been a major pain. Increase that to 2" and the problem is exponentially increased. The cut could be made a lot easier if it were done 2-sided, cutting halfway from each site. Or cut (2) 1" pieces and glue up.
Tell us more about the profile cut.
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on May 30, 2018 9:38:24 GMT -5
You can use Amana 46577 1/4" 2-flute 1.5" DOC end mill with multiple passes to get the full 2" depth. The key to using such a bit is that in addition to using multiple passes you'll have to also make the groove wider than the cutter to have the chips some place to evacuate to. I'd probably do it with 3/4"-1" for the first 1/2-1" down and 1/2"-3/4" wide from there to 1.5" down. Following with a vacuum point may also be necessary but you can make some nice chips instead of dust with oak so they tend to evacuate better.
|
|
|
|
Post by savannahdan on May 30, 2018 11:35:44 GMT -5
Precise Bits has some deep bits.
|
|
|
|
Post by plumlost on May 30, 2018 14:53:27 GMT -5
Thanks so much for the good advice. I'll be getting my new Axiom in about 6 or 7 weeks. Slight difference in CNC and skill saw!!
|
|
grg
Junior Member

Posts: 140
|
Post by grg on Jun 10, 2018 14:21:16 GMT -5
I had a similar task with these - they're 1-3/4" thick maple. I used a 1/2" end mill because it had the longest cut depth I could find (1-3/8"). I also did more than just a profile cut and made a .6875 wide pocket to give it room for the chips to evacuate and made 1/4" deep passes with it. It worked but I probably wouldn't do it again. The 1/2" end mill is a lot to ask of my AR8Pro - it's MUCH happier with a 1/4" end mill.  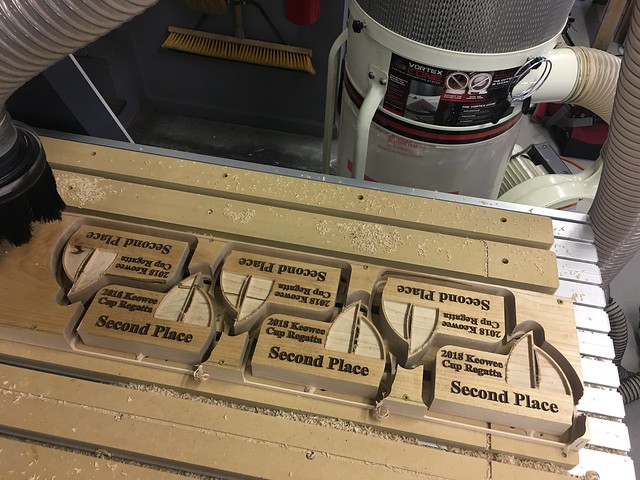 |
|




